![]()
![]()
![]()
![]()
![]()
![]()
![]()
 Оксидные и солевые отложения, образующиеся на поверхности металла, под влиянием окружающей среды, либо в процессе обработки – портят внешний вид изделий и препятствуют осаждению покрытий. Для удаления подобных отложений в промышленной гальванотехнике применяют операцию, именуемую — травлением. В более широком смысле, обработку металла, проводимую с целью удаления с его поверхности загрязнений, окислов и других минеральных отложений, называют: декапирование. Однако, в гальваническом смысле этого слова, декапирование — синоним активации поверхности металла, производимой перед непосредственным нанесением металлического покрытия. Более подробно об этом процессе будет рассказано в конце раздела.
Оксидные и солевые отложения, образующиеся на поверхности металла, под влиянием окружающей среды, либо в процессе обработки – портят внешний вид изделий и препятствуют осаждению покрытий. Для удаления подобных отложений в промышленной гальванотехнике применяют операцию, именуемую — травлением. В более широком смысле, обработку металла, проводимую с целью удаления с его поверхности загрязнений, окислов и других минеральных отложений, называют: декапирование. Однако, в гальваническом смысле этого слова, декапирование — синоним активации поверхности металла, производимой перед непосредственным нанесением металлического покрытия. Более подробно об этом процессе будет рассказано в конце раздела.
Большинство минеральных отложений образующихся на металлах, это продукты взаимодействия с кислородом воздуха, разного рода оксиды, закиси и окиси. В некоторых случаях, растворённый в воде углекислый газ, в виде растворов угольной кислоты, так же взаимодействует с металлами, образуя карбонаты и гидрокарбонаты. Состав оксидных образований на поверхности неоднороден: внешний слой обогащён высшими оксидами, тогда как в более глубоких слоях, ближе к поверхности металла, располагаются низшие оксиды. Например, ржавчина на железе состоит (от внешнего – к внутреннему, металлическому слою) из окиси Fe2O3, далее, слоя, так называемой, закиси-окиси – Fe3O4 и у поверхности металла – закиси железа FeO. В то же время, внешний слой окисных плёнок образующихся на поверхности меди, состоит из окиси CuO, а внутренний – из закиси Cu2O. Для травления чёрных металлов используют концентрированные растворы серной и соляной кислот. Скорости процесса травления в них заметно отличаются, что связано с различной растворимостью окислов железа. Растворимость железа в соляной кислоте выше, чем его окислов, но с повышением концентрации кислоты скорость растворения окислов возрастает больше, чем скорость растворения металла. Серная кислота активно реагирует с железом, в то время как окислы растворяются в ней менее интенсивно, чем в соляной кислоте. Это различие в реакционной способности металла и окислов сказывается на процессе травления.
Условия и продолжительность травления устанавливается в зависимости от характера и толщины слоя окислов. Например, в серной кислоте удаление окалины происходит в результате нарушения её связи с металлом, благодаря подтравливанию и разрыхлению выделяющимся водородом. Повышение в определённых пределах концентрации кислоты и температуры раствора ускоряет процесс. Так при повышении температуры 10-процентного раствора серной кислоты от 15 до 60° С скорость травления возрастает в 10-15 раз, поэтому травление в серной кислоте целесообразно вести при 50-60° С.
В соляной кислоте (в отличие от сернокислотного раствора) удаление окалины происходит преимущественно за счёт её растворения. Повышение температуры не оказывает существенного влияния на интенсивность процесса. Учитывая летучесть кислоты, травление в солянокислых растворах ведут при комнатной температуре. При одинаковой концентрации скорость травления в серной кислоте меньше, чем в соляной. Наибольшая скорость травления достигается при обработке железа в 10-20-процентной соляной или 20-25-процентной серной кислоте.
Применение для травления серной кислоты — более экономично: меньше расход материала, а отработанные растворы могут быть регенерированы и возвращены в производство. Более того, в последнее время для регенерации кислот, стало возможным применять технологию тангенциального фильтрования на особого рода кислотостойких полимерных мембранах (например, специально для этих целей компания SUEZ выпустила серию мембран, названную Duracid). Однако, независимо от того в какой кислоте происходит травление, оно сопровождается побочными процессами. Растворение основного металла приводит к перетравливанию поверхности, неравномерному съёму и увеличению микрошероховатости. Всё это ухудшает внешний вид изделий и категорически недопустимо при обработке точных деталей. С другой стороны, сорбция металлом выделяющегося водорода приводит к ухудшению его механических свойств – значительно повышается хрупкость, уменьшается вязкость материала, ухудшаются упругие характеристики. Особенно это сильно сказывается на деталях, работающих при знакопеременных нагрузках. При травлении стали в серной кислоте происходит выделение большого количества водорода, который, в свою очередь, в большей степени поглощается металлом, в отличии от травления в соляной кислоте при такой же нормальной концентрации (нормальности) и в том же режиме.
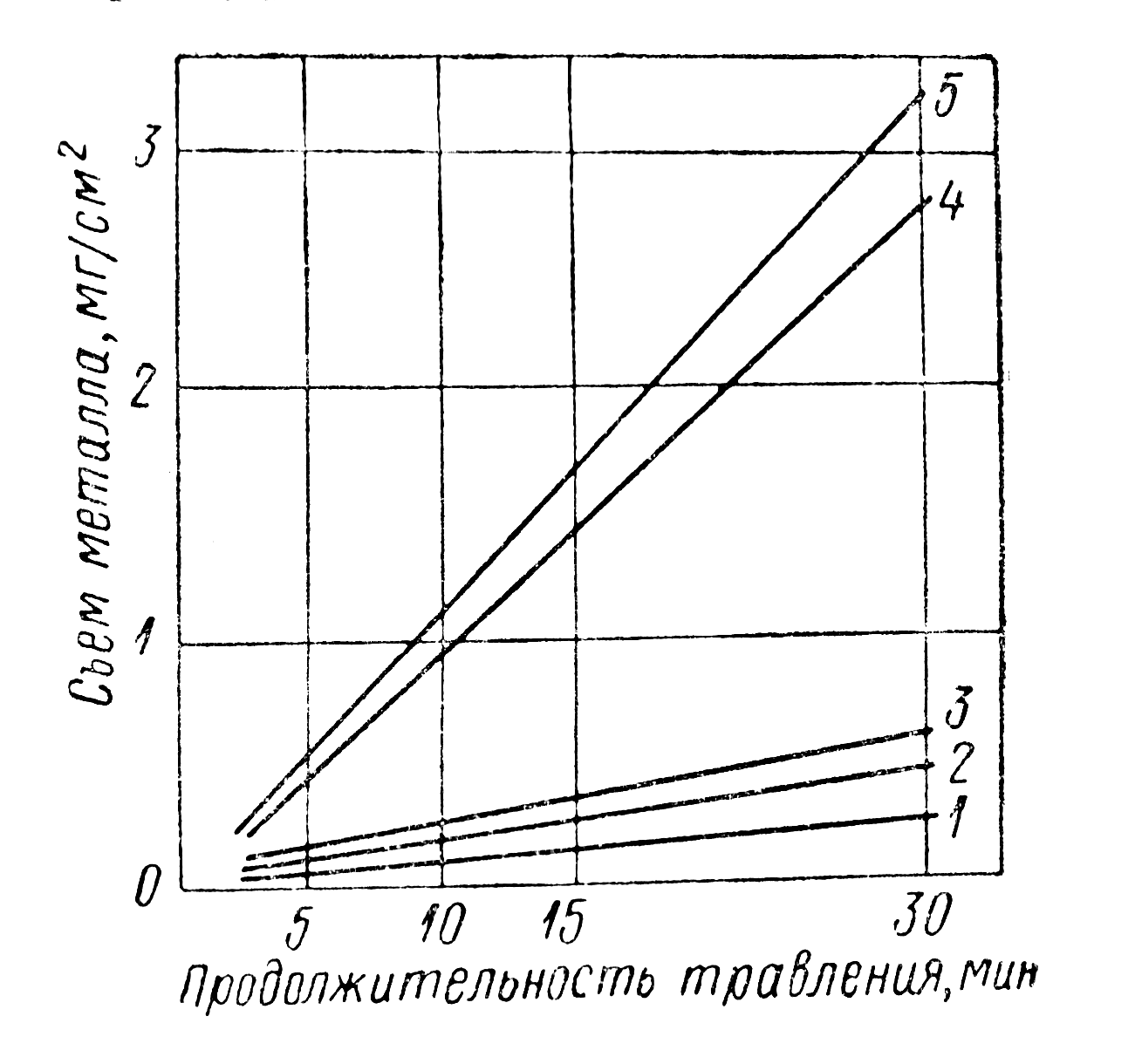
Рис. 1. Влияние катапина КИ — ингибитора коррозии на процесс травления стали
Для устранения влияния т.н. наводороживания применяют нагревание деталей в течении 2-3 часов при 200-250° С. Обработку следует проводить сразу же после травления деталей, так как с течением времени удаление водорода становится всё более затруднительным. Однако с помощью прогревания деталей не удаётся полностью удалить сорбированный металлом водород. Поэтому следует принимать меры по предупреждению перетравливания металла и его наводороживания непосредственно в процессе травления. С этой целью в травильные растворы вводят ингибиторы коррозии, которыми служат некоторые соли и органические соединения. Добавка к H2SO4 небольшого количества NaCl увеличивает скорость растворения окалины и замедляет процесс выделения водорода. Благодаря этому в несколько раз возрастает скорость травления и тормозится процесс наводороживания металла. Наиболее сильное ингибирующее действие оказывают органические соединения. Предполагается, что торможение процесса растворения металла происходит в следствии адсорбции ингибитора на его поверхности. Ингибирующее действие добавки в H2SO4 желатины связано с увеличением перенапряжения выделения водорода. Можно полагать, что и в этом случае первоначальным является процесс адсорбции добавки на металле.
Отечественная промышленность выпускала ряд ингибиторов, представляющих собой продукты конденсации органических соединений. Эффективность их действия изменяется с температурой и составом травильного раствора. Для соляной кислоты рекомендуется катапин (алкилбензилпиридинийхлорид), ПБ-5 (более эффективен чем ПБ-5, применяемый в настоящее время ингибитор В-2), БА-6 (продукт конденсации бензиламина с уротропином), И-1-В, И-1-Е, КПИ, ПКУ, а для серной кислоты – уротропин, ЧМ, БА-6, катапин и т.д. В сернокислом растворе съём металла возрастает с концентрацией кислоты и продолжительности травления (см. рисунок 1 и таблицу 1: Влияние ингибиторов на процесс травления стали). Введение 1г/л катапина значительно снижает действие этих факторов. С увеличением концентрации HCl возрастает ингибирующее действие добавок БА-6, КПИ и катапина. БА-6 и ПКУ более эффективно снижают наводороживание металла.
| Состав и режим | Номер раствора | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |
| Состав, г/л: | |||||
| -кислота серная | 150 | 150 | 150 | 100 | 150 |
| -катапин | 1 | 1 | — | — | — |
| Температура, °C | 50 | 70 | 20 | 50 | 50 |
Добавление ингибиторов в травильные растворы позволяет существенно улучшить качество обработки поверхности деталей, снизить расход кислоты, уменьшить съём металла. Однако адсорбционная природа ингибирующего действия добавок сказывается на состоянии поверхности металла, что может повлиять на качество гальванических покрытий. При травлении стали 65Г и Ст10 в солянокислом растворе увеличение концентрации кислоты повышает прочность сцепления цинкового покрытия с основой. Введение в раствор 5г/л катапина (независимо от концентрации HCl) снижает прочность сцепления. Уменьшение концентрации катапина до 1 г/л не улучшает положения. Снижение прочности сцепления никелевого покрытия со сталью наблюдалось в том случае, когда сталь предварительно обрабатывали в НСl с добавкой ингибитора И-1-В. Добавки уротропина и ОР-2 в соляную кислоту, ЧМ — в серную, катапина — в серную и соляную кислоты значительно снижают прочность сцепления никелевого покрытия со сталью. Предполагается, что это связано с тем, что осаждение никеля происходит на поверхность, частично покрытую адсорбционной плёнкой ингибитора.
Помимо серной и соляной кислот, для травления металлов и сплавов используют фосфорную, азотную, плавиковую кислоты. Хорошие результаты можно получить бескислотным травлением в расплавленной едкой щелочи с добавкой 1—2% гидрида натрия. Окислы железа, никеля, меди, кобальта и некоторые другие восстанавливаются гидридом натрия до металла, а трехокись хрома—до закиси, причем на очищенную поверхность рабочая среда не оказывает влияния и не происходит наводороживания стали. Этот процесс особенно эффективен при очистке точных стальных деталей и деталей из нержавеющей, быстрорежущей стали, чугуна. Другим вариантом бескислотного травления черных металлов является электролитическая обработка в расплавленной щелочи, которую ведут при низком напряжении постоянного тока.
Электролитическое травление применяют для ускорения процесса и сокращения расхода химикатов, так как операция производится в разбавленных растворах. В процессе катодной обработки происходит восстановление пленки окислов. При анодном травлении нарушается связь окислов с основой в результате химического и электрохимического растворения металла. В обоих случаях выделяющиеся при электролизе на электродах пузырьки газов интенсифицируют процесс разрушения и отрыва пленки от металла. Кроме того, анодное травление стальных термообработанных деталей полностью исключает наводороживание металла, что неизбежно происходит при химическом травлении и выражается в виде «травильной хрупкости». Анодное травление используют для получения рельефного рисунка на поверхности плоских стальных деталей, например, для нанесения рисок и делений на поверхности стального мерительного инструмента.
Катодное травление целесообразно применять для полированных деталей, а также для деталей высокого класса точности, так как оно не сопровождается растворением металла. Но сопутствующее этому процессу интенсивное выделение водорода, который частично сорбируется металлом и ухудшает его механические свойства, делает процесс неприемлемым для обработки упругих элементов аппаратуры.
Следует отметить, что при катодной обработке сорбируется меньше водорода, чем при химическом травлении. Анодное травление может улучшить некоторые механические свойства металла за счет удаления его поверхностного слоя, обогащенного внутренними дефектами и концентраторами напряжений. Но неравномерность процесса растворения по обрабатываемой поверхности в этом случае может привести к перетравливанию и изменению размеров деталей.
Электрохимический способ травления, по сравнению с химическим, уменьшает продолжительность очистки поверхности деталей, снижает расход материалов, позволяет обрабатывать стали различного состава, в том числе легированные, трудно поддающиеся химическому травлению. К недостаткам электрохимического способа относится также низкая рассеивающая способность электролитов, что затрудняет обработку деталей сложного профиля.
При травлении деталей должно быть обращено внимание на тщательность выполнения последующих операций. С поверхности деталей необходимо удалить остатки травильного раствора. Промывку следует вести в проточной воде, целесообразно использовать душевую промывку. Не следует длительное время выдерживать детали в воде, так как при последующем нанесении гальванического покрытия это приводит к снижению прочности сцепления его с основой. Если травление является заключительной операцией технологического процесса, для предотвращения коррозии стальных деталей в промывную воду целесообразно добавлять 0,05—0,1% моноэтаноламина. При непродолжительном складском хранении детали после травления необходимо пассивировать, как это было рекомендовано делать после операции обезжиривания.
Усовершенствование процессов травления идет по пути разработки новых составов растворов с добавками перекиси водорода, органических кислот, ингибиторов, а также травильных паст, применения струйной обработки, использования ультразвукового поля. Особым видом травления является операция активирования металла непосредственно перед нанесением покрытий. Она преследует цель снятия с поверхности деталей тонких окисных пленок и выявления в некоторой мере структуры металла, что способствует повышению прочности сцепления покрытия с основой.
Процессы травления находят применение для ряда специальных целей — получения рельефных изображений, так называемого химического или электрохимического фрезерования, когда операция механической обработки заменяется вытравливанием металла по заданному контуру, клеймения деталей.
Удаление окалины в расплавах щелочей. Процесс электролитического травления стальных деталей с окалиной в расплавленных щелочных составах обеспечивает возможность получения чистой поверхности без каких-либо следов растравливания и без изменений свойств металла.
ТРАВЛЕНИЕ ЧЕРНЫХ МЕТАЛЛОВ
Химическое травление углеродистых сталей в солянокислых растворах ведут при комнатной температуре, в сернокислых растворах температура может быть повышена до 50—60° С. Продолжительность травления зависит от толщины и сплошности окалины и в некоторых случаях может достигать нескольких часов. Повышение температуры и перемешивание раствора ускоряют процесс травления.
| Состав и режим | Номер раствора | ||||||
|---|---|---|---|---|---|---|---|
| I | II | III | IV | V | VI | VII | |
| Состав, г/л: | |||||||
| -кислота серная | — | 150…200 | 80…100 | 80…100 | 70…100 | — | — |
| -кислота соляная | 350…380 | — | — | — | 100…150 | 150…200 | 350…380 |
| -хлористый натрий | — | — | 150…200 | — | — | — | — |
| -йодистый калий | — | — | — | — | — | — | 0,5…1,0 |
| -катапин КИ-1 | 3…5 | 3…5 | 3…5 | — | 4…6 | — | — |
| -ингибитор БА-6 | — | — | — | 10…15 | — | 5…8 | — |
| -уротропин | — | — | — | — | — | — | 8…10 |
Растворы I, II, V, VI, таблица 2, применяются для травления деталей с толстым слоем окалины, растворы III, IV, VII — для деталей с незначительным слоем окалины. В растворе II ингибитор катапин может быть заменен уротропином в количестве 40—50 г/л. Детали, для которых нужно по возможности предотвратить перетравливание металла, целесообразно обрабатывать в растворе VII.
Травление стальных деталей часто сопровождается выделением на их поверхности шлама, который не растворяется в серной и соляной кислотах. Для снятия его применяют химическую обработку при комнатной температуре в смеси серной и азотной кислот, взятых в объемном соотношении 1:1, или в растворе, содержащем (г/л): 30—40 H2SO4, 70—80 СrО3, 2—4 NaCl. Хорошие результаты могут быть получены при анодной обработке деталей в горячем щелочном растворе, используемом при электрохимическом обезжиривании.
Для получения светлой поверхности стали применяется обработка последовательно в двух растворах с промежуточной промывкой в проточной воде. Первый раствор содержит (г/л): 160—170 FeCl3, 140—150 НСl, 2—3 ОП-7, второй раствор содержит 45—50 NH4F, 45—50 мочевины и 350—370 мл/л Н2О2 (30%-ная).
Длительность эксплуатации травильных растворов определяется концентрацией в них солей железа. Сернокислые растворы сменяют, когда концентрация кислоты понижается до 50% от первоначально взятого количества, а содержание солей железа достигает 20—25%. Солянокислые растворы сменяют, когда концентрация кислоты в них понижается до 5%, а содержание солей железа повышается до 25—30%.
Для травления чугуна и кремнистых сталей, на поверхности которых имеются включения формовочного песка и шлаков, применяют смесь, содержащую 30 г/л НСl и 25 г/л HF.
По сравнению с сернокислыми и солянокислыми растворами менее агрессивными являются растворы фосфорной кислоты. В них не требуется добавлять ингибиторы коррозии, так как перетравливания металла почти не наблюдается. Удаление окисных пленок с поверхности деталей можно проводить в растворе, содержащем 200 г/л СrО3 и 50 г/л Н3РО4 при 80—90° С. После обработки в растворах фосфорной кислоты на деталях может остаться белый налет фосфатов, который в некоторой мере предотвращает коррозию металла. Перед нанесением на детали гальванических покрытий слой фосфатов должен быть удален.
В таблице 3 представленной в «Кратком справочнике гальванотехника» (Ямполькский А.М., Ильин В.А., «Машиностроение», 1981 год), приведены несколько иные составы растворов и температурные режимы для процессов травления углеродистых сталей. Раствор №2 не требует подогрева и работает в температурном интервале 30-40° С. Раствор №3 рекомендуется для бесшламного травления углеродистых сталей; раствор №4 — для деталей с точными размерами (1-го и 2-го классов); раствор №5 — для для травления стальных деталей 1-го и 2-го классов точности, а также деталей с частичной окалиной (повышенное содержание катапина препятствует растворению стали); раствор №6 — для чугунного литья; раствор №7 — для разрыхления окалины, если последняя имеет очень плотную структуру и травление в растворах №1 и 2 не даёт должного эффекта. Продолжительность травления устанавливается в зависимости от характера и толщины слоя окислов. В качестве ингибиторов травления можно использовать различные присадки, не приведённые в таблице, например присадку ЧМ.
| Состав и режим | Номер раствора | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |||
| Состав, г/л: | |||||||||
| -кислота серная | 150…250 | — | — | — | 100…200 | — | — | ||
| -кислота соляная | 175…200 | 80…100 | 150…350 | 200…220 | — | — | — | ||
| -кислота ортофосфорная | — | — | — | — | — | 120…160 | — | ||
| -ангидрид хромовый | — | — | — | — | — | 180…200 | — | ||
| -уротропин | — | 40…50 | 40…50 | — | — | — | — | ||
| -катапин | 3…5 | — | — | 5…7 | 8…10 | — | — | ||
| -синтенол ДС или сульфанол НП-3 | 3…5 | 3…5 | — | — | — | — | — | ||
| -калий йодистый | — | — | — | — | 0,8…1,0 | — | — | ||
| -натр едкий | — | — | — | — | — | — | 400…600 | ||
| -натрий азотнокислый | — | — | — | — | — | — | 100…200 | ||
| Температура, °C | 42…82 | 27…42 | 27…57 | 27 | 67 | 67 | 137 | ||
Химическое травление легированных сталей. Повышенная химическая стойкость легированных сталей, в особенности нержавеющих, требует применения для их травления смесей кислот, которые оказывают более активное действие, чем одна серная или соляная кислота. Можно проводить обработку последовательно в двух растворах, например в 20-процентной серной или соляной кислоте разрыхлить основной слой окалины и закончить процесс травления обработкой в 20—40-процентной азотной кислоте. Составы растворов (г/л) для травления легированных сталей различных классов следующие (таблица 4):
| Состав и режим | Номер раствора | |||||
|---|---|---|---|---|---|---|
| I | II | III | IV | V | VI | |
| Состав, г/л: | ||||||
| -соляная кислота HCl | 250…300 | 350…380 | — | 220…250 | — | — |
| -серная кислота H2SO4 | 400…450 | — | 90…100 | — | — | 180…200 |
| -азотна кислота HNO3 | — | 80…90 | 130…150 | — | 80…100 | — |
| -плавиковая кислота HF | — | — | 50…60 | — | — | — |
| -фтористый натрий NaF | — | — | — | — | 40…50 | 20…25 |
| -азотнокислый натрий NaNO3 | — | — | — | — | — | 25…30 |
| -хлористый натрий NaCl | — | — | — | — | 10…12 | — |
| -уротропин | — | — | — | 15…20 | — | — |
| -катапин КИ-1 | 3…5 | — | — | — | — | — |
Растворы, содержащие азотную кислоту, используют при комнатной температуре. Хромоникелевые стали травят в растворах I—III, V, VI, (таблица 4) стали типа 1Х18Н10Т и ЭИ654 — предпочтительно в растворе V, стали типа 2X13 — в растворе IV, термообработанные нержавеющие стали—в растворе VI. Для чернового травления используют растворы I, V, VI, для чистового травления — растворы II—IV. Раствор VI можно использовать для обработки молибденовых сталей и титанового сплава типа ВТ-1.
Толстый слой окалины может быть довольно быстро разрыхлен обработкой при 450—520° С в расплаве, содержащем 70—80% NaOH и 20—30% NaNO3. Окончательное снятие окислов проводят последующей обработкой в 15—20-процентной HNO3.
Удаление окисных пленок с поверхности нержавеющей стали, быстрорежущей стали, титана без растравливания основного металла можно проводить при 370—380° С в расправленном едком натрии, в который введено 1,5—2% гидрида натрия.
| Основной металл | Назначение операции | Состав раствора | Режим обработки | Дополнительные указания | ||
|---|---|---|---|---|---|---|
| Наименование компонентов | Кол-во, г/дм³ | Тем-ра, °С | Время, мин. | |||
| Стали всех марок | Разрыхление окалины после термообработки и сварки | Состав 1: | 135…145 | 30…150 | — | |
| — натр едкий тех., марка ТР | 400…600 | |||||
| — нитрит натрия тех. | 200…250 | |||||
| Состав 2: | 350…450 | 10…20 | Применяют в случае трудно удаляемой окалины. | |||
| — натрий азотнокислый тех. | 20…25% по массе | |||||
| — натрий едкий тех., марка ТР | 75…80% по массе | |||||
| Состав 3: | От 80 до кипения | 30…90 | — | |||
| — калий марганцовокислый, тех. | 35…50 | |||||
| — натр едкий тех., марка ТР | 140…250 | |||||
| Стали марок 12Х18Н10Т, 12Х21Н5Т, 08Х17Н5М3 и другие | Удаление окалины | Состав 4: | 15…30 | До 60 | После обработки пассивирование не проводят. Допускается заменять фтористоводородную кислоту на эквивалентное количество кислого фтористого калия (или аммония). | |
| — кислота фтористоводородная тех. | 15…50 | |||||
| — кислота азотная конц. | 50…150 | |||||
| Состав 5: | 15…20 | — | ||||
| — кислота фтористоводородная тех. | 15…25 | |||||
| — кислота азотная конц. | 350…400 | |||||
| Состав 6: | До 60 | |||||
| — кислота азотная конц. | 220…240 | |||||
| — натрий фтористый тех. | 20…25 | |||||
| — натрий хлористый тех., очищенный | 20…25 | |||||
| Состав 7: | Применяют для термообработанных и сварных термообработанных деталей сложной конфигурации. Допускается заменять фтористоводородную кислоту на эквивалентное количество кислого фтористого калия (или аммония). Допускается исключить сульфоуголь. | |||||
| — кислота серная тех. | 80…110 | |||||
| — кислота фтористоводородная тех. | 15…50 | |||||
| — кислота азотная конц. | 70…200 | |||||
| — сульфоуголь | 1,0…1,6 | |||||
| Стали марок 20Х13, 40Х13 и другие | Состав 8: | 40…45 | 10…15 | Обработку проводят в растворах состава 8 и 9 последовательно, без промежуточной промывки. | ||
| — кислота соляная синтетическая, тех. | 90…100 | |||||
| Состав 9: | 1…2 | |||||
| — кислота серная тех., | 350…450 | |||||
| — кислота азотная конц. | 70…90 | |||||
| — кислота соляная синтетическая, тех. | 70…90 | |||||
Примечания:
| ||||||
В таблице 6, представленной далее, растворы №1 и 2 применяются для удаления окалины с деталей, изготовленных из сталей марок 12Х18Н9Т, 12Х21Н5Т, 08Х17Н5М3 и т.п.; растворы №3 и 4 — для удаления окалины с деталей, изготовленных из сталей марок 20Х13, 40Х13 и т.п., причём обработку производят сначала в растворе №3, затем без промывки детали переносят в раствор №4. Для разрыхления окалины можно использовать состав №3 из технологической карты №15 (матовое травление меди). При отсутствии фтористоводородной кислоты допускается замена её на эквивалентное количество фтористого калия или натрия.
| Состав и режим | Номер раствора | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||
| Состав, г/л: | ||||||
| -кислота серная | — | 80…110 | — | 350…450 | ||
| -кислота азотная | 200…250 | 70…200 | — | 70…90 | ||
| -кислота фтористоводородная | 15…20 | 15…50 | — | — | ||
| -кислота соляная | — | — | 90…110 | 70…90 | ||
| -натрий хлористый | 20…25 | — | — | — | ||
| Температура, °C | 12…27 | 12…27 | 47…52 | 47…52 | ||
| Продолжительность, мин. | До 60 | 10…60 | 10…15 | 1…2 | ||
Электрохимическое травление углеродистых и легированных сталей. Электролитическое травление применяют для ускорения процесса и сокращения расхода химикатов, так как операция производится в разбавленных растворах. Кроме того, электролитическое (анодное) травление, с применением реверсирования постоянного тока, стальных термообработанных деталей полностью исключает наводороживание металла, что неизбежно происходит при химическом травлении и выражается в виде «травильной хрупкости».
Для анодного травления стальных деталей применяют электролит состава: серная кислота 80-120 г/л; хлористый натрий 10-20 г/л. Температура раствора 17-27° C, анодная плотность тока 3-5 А/дм2, выдержка 3-5 мин. В качестве катодов применяют свинец. Для удаления окалины, образующейся после горячей прокатки листов из нержавеющей стали, применяют электролитическое травление переменным током промышленной частоты напряжением 12-18 В при плотности тока 5-10 А/дм2. Электродами служат обрабатываемые листы стали.
Анодное травление используют для получения рельефного рисунка на поверхности плоских стальных деталей. Например, для нанесения рисок и делений на поверхности стального мерительного инструмента используют процесс анодного травления в электролите состава: хлористый аммоний 60 г/л, железоаммиачные квасцы 30 г/л. Температура электролита 20-30° C, плотность тока 20-25 А/дм2, выдержка 1 мин и более, в зависимости от заданной глубины рисок. Изоляцию поверхности производят асфальтовым (битумным) лаком. Катоды свинцовые.
Катодное травление используют только для снятия тонких окисных плёнок, когда продолжительность обработки мала, или в специальных условиях, когда на очищенных участках металла сразу же осаждается тонкий слой свинца, предотвращающий сорбцию металлом выделяющегося при катодной поляризации водорода. Последний способ в настоящее время мало используется. Эффективным является применение для травления легированных сталей переменного тока. Так, сталь типа 1Х18Н10Т обрабатывают в растворе, содержащем 8—10% HNO3, и 1,5—2% HF при плотности тока 8—10 А/дм2 и комнатной температуре. По сравнению с химической обработкой стали в таком же растворе продолжительность травления сокращается в 5—8 раз.
Электрохимическое травление ведут обычно в кислотных растворах (г/л), некоторые составы которых приведены ниже (таблица 7):
| Состав и режим | Номер раствора | |||||
|---|---|---|---|---|---|---|
| I | II | III | IV | V | VI | |
| Состав, г/л: | ||||||
| -серная кислота H2SO4 | 200…250 | — | — | 10…20 | 80…100 | — |
| -соляная кислота HCl | — | 300…350 | 8…10 | — | — | 250…300 |
| -сернокислое железо FeSO4·7H2O | 2…1 | — | — | 200…250 | — | — |
| -хлористый натрий NaCl | 25…20 | — | 40…50 | 40…50 | — | — |
| -хлористое железо FeCl2·6H2O | — | — | 140…150 | — | — | — |
| -плавиковая кислота HF | — | 0,2…0,3 | — | — | — | — |
Растворы I, III, IV (таблица 7) используют для травления углеродистых сталей, раствор II — для обработки кремнистых сталей, растворы у, VI — для легированных сталей. В растворах III, VI обрабатывают детали с тонким слоем окислов. Плотность тока составляет 5—10 А/дм2, в растворе V она может быть повышена до 15—20 А/дм2. Электролиз ведут при 18—35° С.
Для обработки различных стальных деталей, в том числе упругих элементов аппаратуры, представляет интерес разработанный на существовавшем в Советском Союзе — Рижском радиозаводе им. А. С. Попова, во многом известном благодаря советским меломанам под брендом — Радиотехника, способ электрохимической очистки в водном щелочном растворе. Электролит содержит 100 г/л едкого натра и 20 г/л триэтаноламина. Электролиз ведут при температуре 18—25° С, плотности тока 3—6 А/дм2, напряжении 6—12 В и реверсировании постоянного тока. Соотношение продолжительности катодного и анодного периодов 4:4. Выгрузка деталей из ванны производится в анодный период. Повышение плотности тока до 15—25 А/дм2 и температуры раствора до 50—70° С интенсифицирует процесс. Противоположным электродом служит малоуглеродистая сталь типа армко.
Повышение концентрации в электролите щелочи несколько улучшает качество очистки. Увеличение концентрации триэтаноламина приводит к возрастанию количества образующейся пены, что следует избегать ввиду возможного накопления в ней нежелательной смеси выделяющихся при электролизе водорода и кислорода. Электролит можно использовать до тех пор, пока концентрация компонентов в нем будет не ниже 60% первоначальной. При накоплении железа в виде шлама, его отделяют отстаиванием и декантацией. Если примеси железа и цинка накапливаются в растворе, проводят регенерацию его, осаждая металл на катоде при плотности тока 4 А/дм2. В тех случаях, когда обработке подвергают детали с толстым, прочно приставшим слоем окалины и требуется сократить продолжительность процесса или применить низкую плотность тока, рекомендуется добавить в электролит 20—30 г/л NaCN.
Указанный процесс позволяет достигнуть высокого качества очистки поверхности деталей, предотвращая перетравливание металла. При его выполнении необходимо принимать меры для очистки сточных вод от триэтаноламина.
| Основной металл | Состав раствора | Режим обработки | Дополнительные указания | ||
|---|---|---|---|---|---|
| Наименование компонентов | Кол-во, г/дм³ | Тем-ра, °С | Время, мин | ||
| Сталь, чугун | Состав 1: | 40…80 | — | Эмульгатор вводят для одновременного обезжиривания и травления. Допускается обрабатывать при температуре 15-30° С и применять другие ингибиторы. | |
| -кислота серная, тех. | 150…250 | ||||
| -ингибитор КИ-1 | 3…5 | ||||
| -cинатол ДС-10 или средство моющее сульфонол НП-3 | 3…5 | ||||
| Сталь, ковар | Состав 2: | 18…25 | До 60 | Применяют для деталей типа пружин и деталей с цементированными поверхностями | |
| -кислота соляная синт., тех. | 120…200 | ||||
| -ингибитор БА-6 | 40…50 | ||||
| Состав 3: | 15…45 | — | Применяют для бесшламового травления с меньшим наводороживанием основного металла. Для деталей с толстой и плотной окалиной после термообработки допускается увеличивать количество соляной кислоты до 450 г/дм3. Допускается: обрабатывать при температуре 15-30° С и применять др.ингибиторы; снизить количество соляной кислоты до 50 — 100 г/дм3, при этом температура 18-25° С, продолжительность до 60 мин. В технически обоснованных случаях допускается снижать количество уротропина до 2 — 4 г/дм3. | ||
| -кислота соляная синт., тех. | 150…350 | ||||
| -уротропин тех. | 40…50 | ||||
| Состав 4: | 15…30 | — | |||
| -кислота соляная синт., тех. | 200…220 | ||||
| -ингибитор КИ-1 | 5…7 | ||||
| Сталь | Состав 5: | 60…80 | Применяют для деталей с допусками размеров по 5, 6, 7 квалитету и деталей, имеющих одновременно поверхности с окалиной и без неё. | ||
| -кислота серная, тех. | 100…200 | ||||
| -калий йодистый | 0,8…1,0 | ||||
| -ингибитор КИ-1 | 8…10 | ||||
| Сталь углеродистая термообработанная | Состав 6: | 40…50 | Обработку проводят под током: анодная плотность тока 7-10 А/дм², напряжение источника тока 12 В. Катоды — графит. | ||
| -кислота серная тех. | 15…20 | ||||
| -кислота соляная синт., тех. | 35…40 | ||||
| Чугунное литьё | Состав 7: | 420…480 | Обработку проводят с реверсированием тока: ТА:ТК = 5:5 (мин), начиная с обработки на катоде; плотность тока 5-8 А/дм². Электроды — углеродистая сталь. | ||
| -натр едкий тех., марка ТР | ≈ 93% по массе | ||||
| -натрий хлористый тех.(очищенный) | ≈ 7 % по массе | ||||
| Состав 8: | 60…70 | — | |||
| -кислота ортофосфорная термическая | 120…160 | ||||
| Сталь | Состав 9: | 135…145 | 30…150 | Применяют для разрыхления окалины на пружинящих термообработанных деталях. После разрыхления окалины травление проводят в растворе состава 3. | |
| -натр едкий тех., марка ТР | 400…600 | ||||
| -натрий азотнокислый тех. | 100…250 | ||||
| Примечание: Продолжительность обработки и температуру раствора устанавливают в зависимости от характера и толщины слоя окислов. | |||||
Удаление окалины в расплавленных щелочах. Щелочи могут использоваться для травления не только в водном растворе, по и в виде расплавов. Процесс электролитического травления стальных деталей с окалиной в расплавленных щелочных составах обеспечивает возможность получения чистой поверхности без каких-либо следов растравливания и без изменения свойств металла. В смеси, содержащей 70—80% NaOH и 20—30% КОН при 350—450° С и плотности тока 5—10 А/дм2, хорошо удаляются термическая окалина, литейные шлаки.
В ванну для травления загружают куски технического едкого натра и едкого калия, взятые к отношении 3:1 или 4:1. Плавление щелочей начинается при температуре более 320° С, а рабочая температура в ванне составляет 380 ± 50° С. Корпус ванны изготавливают из листовой стали; его снабжают электронагревателями, теплоизоляционной рубашкой, бортовой вентиляцией и подключают в качестве электрода к источнику постоянного тока напряжением 6 В.
Детали, смонтированные на подвеску, вначале выдерживают над поверхностью расплава в течении 5-10 мин для прогрева и удаления с их поверхности влаги. Процесс электролитического травления ведут при плотности тока 5-10 А/дм2 в реверсивном режиме, чередуя катодную и анодную обработку каждые 5 мин. Общая продолжительность процесса 15-30 мин. Процесс очистки заканчивается катодной обработкой, после чего выключают постоянный ток и выгружают штангу с подвесками, выдерживая её над ванной в течении 3-5 с для стекания избытка щелочи. Затем детали двукратно погружают в воду на 3-5 с.
При быстром выполнении этой операции поверхность деталей остаётся светлой и сухой. Шлам, накапливающийся на поддоне, установленном выше дна ванны на 100-150 мм, должен периодически удаляться.
ТРАВЛЕНИЕ ЦВЕТНЫХ МЕТАЛЛОВ
Травление меди и ее сплавов. Толстые слои окалины, образовавшиеся в процессе прокатки, волочения, термообработки меди и ее сплавов, могут быть удалены травлением в H2SO4. При том в отсутствие окислителей растворяются окислы и почти не затрагивается металл. Если в травильном растворе присутствует даже небольшое количество азотной кислоты, нитратов или хроматов, они оказывают растворяющее действие на металл. Аналогичное действие может оказать растворенный в травителе кислород.
Обработку деталей из медных сплавов ведут в две стадии: предварительным травлением в концентрированной азотной кислоте или смеси азотной и серной кислот удаляют основной слой окислов, затем кратковременной обработкой в смеси кислот с добавкой небольшого количества хлоридов получают светлую, слегка блестящую поверхность. Повышение температуры и относительного содержания азотной кислоты приводит к преимущественному растворению меди и перетравливанию поверхности деталей, увеличение содержания соляной кислоты — к интенсификации растворения цинка и появлению на деталях коричневых пятен. Качество травления и блеск поверхности металла повышаются при добавке в травильный раствор голландской сажи (таблица 9). Такие смеси кислот пригодны главным образом для обработки латуней Л63 и ЛС59; бронзы, в особенности бериллиевая, травятся в них неравномерно. Ниже приводятся составы растворов (г/л) для травления меди и ее сплавов:
| Состав и режим | Номер раствора | |||||
|---|---|---|---|---|---|---|
| I | II | III | IV | V | VI | |
| Состав, г/л: | ||||||
| -кислота серная H2SO4 | 800…900 | 700…800 | — | — | — | 400…500 |
| -азотная кислота HNO3 | 450…500 | 60…80 | 700…800 | 900…1000 | — | 100…120 |
| -кислота соляная HCl | — | 1…2 | — | 3…4 | — | 2…4 |
| -плавиковая кислота HF | — | — | 900…1000 | — | — | — |
| -фосфорная кислота H3PO4 | — | — | — | — | 800…850 | — |
| -хлористый натрий NaCl | 5…10 | — | 15…20 | — | — | — |
| -уксусная кислота CH3COOH | — | — | — | — | 220…250 | — |
| -голландская сажа | — | — | — | 5…10 | — | — |
| -перекись водорода H2O2 | — | — | — | — | 90…100 | — |
| -бихромат калия K2Cr2O7 | — | — | — | — | — | 150…200 |
Растворы I, II (таблица 9) рекомендуют для травления меди на латуни, III — отливок из медных сплавов, IV — томпака и мельхиора, V — деталей, паянных мягкими припоями, VI — латуней Л63 и ЛС59, растворы I, III — для предварительного травления, II, IV — для глянцевого травления.
Чтобы уменьшить возможность перетравливания медных сплавов, предложено исключить из травильных растворов азотную кислоту и проводить обработку в течение 0,2—1 мин последовательно в концентрированном растворе нитрата калия, натрия или аммония и затем, минуя промежуточную промывку, в разбавленной серной (1:1) или концентрированной соляной или фосфорной кислоте. Например, первый раствор может содержать 600—800 г/л NaNO3, второй — 800—900 г/л H2SO4. Такая схема процесса травления может представить интерес для автоматических линий.
Снятие термической окалины на сплавах БрОФ, БрКМц, БрАЖ можно вести при 135—145° С в смеси, содержащей 450—600 г/л NaOH и 100—200 г/л NaNO3 с последующей обработкой в течение 0,5—1 мин в концентрированной соляной кислоте. Для осветления БрКМц применяют раствор, в состав которого входят 25—35 г/л HNO3 и 8—12 г/л HF, другие бронзы осветляют в смеси, содержащей по 30—40 г/л СrО3 и H2SO4. Для травления бронзы, особенно бериллиевой, можно рекомендовать раствор, в состав которого входит 30—35 г/л H2SO4, 35—40 мл/л Н2О2, 30—35 г/л уксусной кислоты. После снятия основного слоя окалины для осветления поверхности детали обрабатывают в растворе, содержащем 130—140 г/л H2SO4 и 320—360 г/л СrО3.
Матовую поверхность меди и некоторых ее сплавов можно получить обработкой деталей при комнатной температуре в растворе, содержащем (г/л): 300 — HNO3, 200 — H2SO4, 2 — NaCl, 2 — ZnSO4.
| Назначение операции | Состав раствора | Режим обработки | Дополнительные указания | ||
|---|---|---|---|---|---|
| Наименование компонентов | Кол-во, г/дм³ | Темп-ра, °С | Время, мин. | ||
| Для предварительного травления после термообработки или длительного хранения | Состав 1: | 15…60 | До удаления окислов | — | |
| — кислота серная тех. | 140…250 | ||||
| Состав 2: | 15…30 | ||||
| — кислота соляная синтетическая, тех. | 300…450 | ||||
| Для матового травления | Состав 3: | 1…10 10…30 | Обработку проводят в растворах состава 3 и 4 последовательно, без промежуточной промывки. Рекомендуется для применения на автоматических линиях. | ||
| — аммоний азотнокислый или натрий азотнокислый тех. | 600…800 | ||||
| Состав 4: | 5…15 10…30 | — | |||
| — кислота серная тех. | 500…900 | ||||
| Для матового травления деталей с допусками размеров по 5-10 квалитету | Состав 5: | 0,17…0,50 | Обработку проводят в растворах состава 5 и 6 последовательно, без промежуточной промывки. | ||
| — аммоний азотнокислый или натрий азотнокислый тех. | 600…800 | ||||
| Состав 6: | |||||
| — кислота ортофосфорная термическая | 1300…1400 | ||||
| Для матового травления пружин, тонкостенных и резьбовых деталей | Состав 7: | 5…10с | — | ||
| — кислота серная тех. | 750…850 | ||||
| — кислота азотная конц., | 50…70 | ||||
| — кислота соляная синтетическая, тех. | 1…5 | ||||
| Для травления медных сплавов с паяными швами | Состав 8: | 15…25 | 0,5…1,5 | Применяют для травления сборочных единиц, паяных мягкими припоями и припоем марки МЦФЖ | |
| — кислота уксусная синтетическая и регенерированная, сорт 1 | 260…265 | ||||
| — кислота ортофосфорная термическая | 830…850 | ||||
| — водорода перекись тех., марка А | 90…110 | ||||
| Для блестящего травления термообработанных бронз, в том числе бериллиевых (кроме марки ОЦС и БрКМЦ) | Состав 9: | 135…145 | 20…40 | При последовательной обработке в растворах состава 9, 10 допускается исключить азотнокислый натрий или аммоний. Применяют для разрыхления окалины. | |
| — аммоний азотнокислый или натрий азотнокислый тех. | 100…200 | ||||
| — натр едкий тех., марка ТР | 400…650 | ||||
| Состав 10: | 15…30 | 0,5…1,0 | |||
| — кислота соляная синтетическая, тех. | 450…500 | ||||
| Для блестящего травления | Состав 11: | До 10 с | Обработку проводят дважды с промежуточной промывкой. Допускается заменять хлористый натрий на эквивалентное количество соляной кислоты. | ||
| — кислота серная тех. | 900…920 | ||||
| — кислота азотная конц. | 410…430 | ||||
| — натрий хлористый тех., очищенный | 5…10 | ||||
| Состав 12: | — | ||||
| — кислота серная тех. | 1050…1100 | ||||
| — аммоний азотнокислый тех. | 260…290 | ||||
| Состав 13: | 0,5…1,5 | Применяют для деталей с точными размерами. Рекомендуется для использования на автоматических линиях. | |||
| — кислота ортофосфорная термическая | 935…950 | ||||
| — кислота азотная конц. | 280…290 | ||||
| — кислота уксусная синтетическая и регенерированная, сорт 1 | 250…260 | ||||
| — тиомочевина тех. | 0,2…0,3 | ||||
Следует отметить, что составы №3 и 4 технологической карты №15 (таблица 10) или растворы №1 и 2 из таблицы 11, приведённой ниже («Составы растворов и режимы для травления меди и её сплавов»), применяют для матового травления латунных деталей со слабоокисленной поверхностью; обработку производят последовательно в составах, не делая промежуточной промывки. Подобный метод называется дозированным травлением; он характеризуется минимальным расходом материалов и протекает с очень малым по объёму выделением окислов азота. Процесс удобен для автоматических линий, как это указано в карте №15. Растворы №3 и 4 из нижеследующей таблицы, предназначены для матового травления деталей 1-, 2- и 3-го классов точности. Растворы также применяют последовательно без промежуточной промывки (дозированное травление). Раствор №5 служит для блестящего травления деталей; раствор №6 — для матового травления пружин, тонкостенных и резьбовых деталей.
| Состав и режим | Номер раствора | |||||||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |||
| Состав, г/л: | ||||||||
| -кислота серная | — | 920 | — | — | 920 | 790…800 | ||
| -кислота азотная | — | — | — | — | 690 | 100…110 | ||
| -кислота соляная | — | — | — | — | — | 2…4 | ||
| -натрий хлористый | — | — | — | — | 5…10 | — | ||
| -натрий азотнокислый | 600…800 | — | 600…800 | — | — | — | ||
| -кислота ортофосфорная | — | — | — | 1600…1700 | — | — | ||
| Температура, °C | 290…300 | 290…300 | 290…300 | 290…300 | 290…300 | 290…300 | ||
| Продолжительность, сек. | 10…30 | 10…30 | 10…30 | 10…30 | до 10 | 5…10 | ||
Травление алюминия и его сплавов. Алюминий травят в 5—10-процентном растворе едкой щелочи, в который для уменьшения выделения газов добавляют 0,5 г/л сульфонола. Если травление вести в горячем растворе щелочи, насыщенном хлористым натрием, то поверхность металла приобретает серебристый оттенок. После травления и промывки в воде, алюминий и его сплавы осветляют в 20-процентной HNO3 или в растворе, содержащем: 200 г/л СrО3 и 15 г/л H2SO4. Травление сплавов типа АЛ2, АЛ9 рекомендуется вести при 70—75° С в растворе, содержащем: 4—5 г/л Са(ОН)2.
Раствор для травления деталей, имеющих точечную сварку, содержит: 80—100 г/л Н3РО4 и 4—6 г/л K2SiFe, обработку ведут при комнатной температуре. Сплавы, в состав которых входит кремний, осветляют сначала в HNO3, а затем в 5—10-процентном растворе HF или в смеси, содержащей (% по объему) 75 HNO3 и 25 HF. Алюминиевые детали, имеющие точные размеры, следует травить при 60—70° С в растворе, в состав которого входят: 60 г/л NaOH и 10 г/л агар-агара.
На всё том же Рижском радиозаводе им. А. С. Попова, декоративное матирование алюминиевых деталей проводили в растворе, содержащем 50—200 г/л смеси, состоящей (% по массе) из 56 NaNO3 и 44 NaOH. Продолжительность обработки при 40—60° С составляет от 1 до 10 мин. Легкое перемешивание раствора предотвращает появление на металле следов выделения газа в виде вертикальных полос. Раствор при работе корректируют добавлением исходных компонентов, до накопления в нем 130—150 г/л алюминия, после чего он должен быть заменен свежим.
Для получения светлой, мелкозернистой поверхности алюминия, сходной с получаемой сатинированием, Г. Г. Аграновским было предложено проводить травление металла в течение 0,5—1 мин при 70—80° С в растворе, содержащем (г/л): 160—260 NaOH, 160—260 NaNO3, 120—160 NaNO2, 50—80 Na3PO4 и 0,5—1 декстрина. Качество обработки повышается при добавке в раствор 40—50 г/л глюконата натрия.
| Назначение операции | Состав раствора | Режим обработки | Дополнительные указания | ||
|---|---|---|---|---|---|
| Наименование компонентов | Кол-во, г/дм³ | Тем-ра, °С | Время, мин | ||
| Для алюминия, деформируемых и литейных сплавов | Состав 1: | 45…80 | До 4 | Для уменьшения уноса раствора выделяющимся водородом, допускается добавлять ≈0,5г/дм³ сульфонола. Допускается литейные сплавы обрабатывать в растворе 2 | |
| — натр едкий тех., марка ТР | 50…150 | ||||
| Для высококремнистых литейных сплавов при массовой доле кремния выше 2% | Состав 2: | 15…30 | До 3,0 | После травления, снятие шлама не проводят. При назначении покрытия Ан.Окс. в качестве грунта под лакокрасочные покрытия операцию травления допускается не проводить. | |
| — кислота фтористоводородная тех. | 80…140 | ||||
| — кислота азотная конц. | 450…680 | ||||
| Для сварных деталей с негерметизированным швом | Состав 3: | До 10 | Допускается заменять кремнефтористый калий на кремнефтористый натрий. | ||
| — кислота ортофосфорная | 80…100 | ||||
| — калий кремнефтористый | 4…6 | ||||
| Для матирования деталей из алюминия марок АД1, АМц, АМг2, 1915 (перед эматалированием или анодным окислением в серной кислоте) | Состав 4: | 50…60 | 0,5…1,0 | Для уменьшения уноса раствора выделяющимся водородом, допускается добавлять ≈0,5г/дм³ сульфонола. | |
| — натр едкий тех., марка ТР | 125…150 | ||||
| — натрий хлористый | 25…35 | ||||
| Для декоративного матирования алюминия марок АД1, АД, АД0, АД00 («снежное» травление) | Состав 5: | 13…18 | 2…60 | Обработку проводят под током (переменным); номинальное напряжение источника тока 36В | |
| — кислота соляная синтетическая, тех. | 10…20 | ||||
Примечания:
| |||||
Раствор №1 (таблица 13) применяется для травления чистого алюминия, деформируемых и литейных сплавов; после травления и промывки требуется производить осветление (режимы и составы описаны в разделе Снятие травильного шлама, технологическая карта 18 и далее). Для уменьшения уноса раствора выделяющимся водородом (!!!) рекомендуется добавлять сульфанол из расчёта 0,5 г/л. Раствор №2 применяется для высококремнистых алюминиевых сплавов (осветление не производится); раствор №3 — для травления сварных деталей с негерметизированным сварным швом; раствор №4 — для получения матовой поверхности на деформируемых сплавах и в качестве подготовительной операции перед эматалированием и анодированием; раствор №5 — для декоративного, так называемого снежного, травления для алюминия марок АД1, АД, АД0, АД00. Операция травления производится под переменным током при напряжении 36 В. Обрабатываемые детали служат электродами.
| Состав и режим | Номер раствора | ||||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |||
| Состав, г/л: | |||||||
| -едкий натр | 50…150 | — | — | 125…150 | — | ||
| -кислота фтористоводородная | — | 120…140 | — | — | — | ||
| -кислота азотная | — | 660…680 | — | — | — | ||
| -кислота ортофосфорная | — | — | 80…100 | — | — | ||
| -натрий хлористый | — | — | — | 25…35 | — | ||
| -натрий кремнефтористый | — | — | 4…6 | — | — | ||
| -кислота соляная | — | — | — | — | 10…20 | ||
| Температура, °C | 47…77 | 7…27 | 17…27 | 47…57 | 17…27 | ||
| Продолжительность, мин. | до 1,2 | до 3,0 | до 10 | 0,5…1,0 | 2…60 | ||
Травление титана, вольфрама, молибдена, никеля, магния. Снятие термической окалины с поверхности титана и его сплавов ВТ1, ВТ5Д проводят в расплаве, содержащем (% по массе) 80 NaOH и 20 NaNO3 при 420—440° С. Понижение рабочей температуры и уменьшение съема металла достигаются при использовании смеси, содержащей равные количества NaOH и КОН. Температура расплава составляет 300—320° С. Водные травильные растворы содержат фториды, оказывающие наиболее агрессивное действие на титан (таблица 14). Для снятия окисных пленок небольшой толщины используют растворы следующих составов (г/л):
| Реагент | Количество, г/л | Доп. указания |
|---|---|---|
| РАСТВОР 1: | Температура обоих растворов 40—50° C, в растворе 2 процесс травления происходит сравнительно быстрее | |
| Соляная кислота HCl | 60 | |
| Фтористый натрий NaF | 27 | |
| Хлористый натрий NaCl | 21 | |
| РАСТВОР 2: | ||
| Серная кислота H2SO4 | 200—220 | |
| Фтористый аммоний NH4F | 40—50 | |
Травление титана предложено проводить анодной обработкой в электролитах следующих составов (г/л):
| Реагент | Количество, г/л | Доп. указания |
|---|---|---|
| РАСТВОР 1: | В обоих случаях электролиз ведут при анодной плотности тока 1—1,5 А/дм2 и температуре 50—70° С; напряжение на ванне 15—20 В, а при снятии толстого слоя термической окалины — до 60 В | |
| Фосфорная кислота H3PO4 | 450—500 | |
| Азотная кислота HNO3 | 30—40 | |
| Фтористый натрий NaF | 40—60 | |
| РАСТВОР 2: | ||
| Серная кислота H2SO4 | 180—200 | |
| Фтористый натрий NaF | 45—50 | |
Операция травления титана приобретает большое значение при осаждении на него гальванических покрытий. В этом случае речь идет о снятии тонких окисных пленок, которые препятствуют прочному сцеплению покрытия с основным металлом. Способы удаления таких пленок различны и связаны с тем, из каких электролитов в дальнейшем будут осаждать покрытия. Перед пирофосфатным меднением рекомендуется обработка в растворе, содержащем (мл): 10 HF, 15 H2SO4 и 90 H2O при температуре 18—25° С в течение 30—60 с. Перед химическим никелированием детали травят в концентрированной НСl в течение 30—40 мин, а затем активируют при комнатной температуре в течение 3—5 с в растворе, содержащем 220 г/л NiCl2, 20—40 г/л NH4F и 120 мл/л НС1. Предварительную обработку титана перед анодным оксидированием в H2SO4 ведут в течение 3—5 с в растворе, который содержит 160—180 г/л HNO3 и 40—50 г/л HF.
| Основной металл | Состав раствора | Режим обработки | Дополнительные указания | ||
|---|---|---|---|---|---|
| Наименование компонентов | Количество, г/дм³ | Тем-ра, °С | Время, мин | ||
| ВТ1-0, ВТЭ-1, ВТ9, ВТ20, ВТ22, ВТ23 | Состав 1: | 15 — 30 | 30 — 90 | Величина поверхности, обрабатываемой в 1 дм³ раствора, 10 дм² | |
| — кислота серная техническая | 1360 – 1390 | ||||
| Состав 2: | Величина поверхности, обрабатываемой в 1 дм³ раствора, 3 дм² | ||||
| — кислота соляная синтетическая, тех. | 1,5 — 10 | ||||
| — кислота серная техническая | 900 — 1300 | ||||
| ВТ1-00, ВТ5-1, ВТ9, ВТЭ-1, ВТ20, ВТ22, ВТ23, ОТ4-0, ОТ4-1 | Состав 3: | Величина поверхности, обрабатываемой в 1 дм³ раствора, 10 дм². Для сплавов ОТ4, ОТ4-1, ВТ5-1, рекомендуется перед гидридной обработкой применять травление в растворе, г/дм³; соляная кислота 20-25, фтористоводородная кислота 10-15; температура 15-30°С, продолжительность обработки 30-60 с. Слой снимаемого в процессе травления металла, составляет 2-3 мкм. | |||
| — кислота соляная синтетическая, техническая | 195 — 225 | ||||
| — кислота серная техническая | 430 — 570 | ||||
| Состав 4: | 60 — 120 | ||||
| — кислота соляная синтетическая, техническая | 420 — 450 | ||||
| Состав 5: | 70 — 80 | 1 — 20 | |||
| — кислота серная, техническая | 900 — 950 | ||||
| — натрий хлористый | 30 — 40 | ||||
Примечания:
| |||||
Удаления пленки окислов с поверхности молибдена можно достигнуть обработкой его при 40° С в растворе, содержащем 250 мл Н2О2 (30-процентная), 750 мл Н2О, в который добавляют 10 г/л NaOH. Для подготовки деталей перед пайкой или нанесением гальванических покрытий используют раствор следующего состава (% по массе): 16—18 H2SO4, 5—6 HF, 78—79 Н2О при комнатной температуре и продолжительности обработки 5—10 мин. Раствор для активации поверхности молибдена содержит равное объемное количество аммиака (25-процентный) и перекиси водорода (30-процентная).
Травление вольфрама можно вести в растворе, содержащем (% по массе) 5 КОН, 25 K4Fe(CN)6, 70 Н2О при комнатной температуре. Процесс идет довольно медленно и продолжается иногда до 20 ч. Для этой же цели может быть использована обработка переменным током промышленной частоты в 5—15-процентном растворе NaOH.
Для тонкой очистки никеля, вольфрама, ковара используют смеси муравьиной кислоты, воды и перекиси водорода, взятых в следующих количествах (объемные доли): 45, 45, 10; 10, 45, 45; 5, 35, 60. Травление ковара можно вести при 60—90° С в растворе следующего состава (объемные доли): 40 НСl, 20 H2SO4, 40 Н2О. Для осветления поверхности ковара его погружают на несколько секунд в смесь, содержащую (объемные доли) 50 H2SO4, 50 HNO3. Сплавы ковар, инвар, суперинвар можно травить в концентрированной НСl с добавкой 40—50 г/л уротропина или в смеси соляной, серной кислот и воды, взятых в объемном отношении 2:1:2.
Для травления магниевых сплавов используют разбавленный раствор азотной кислоты HNO3 (15-30 мл/л) при комнатной температуре, а так же следующие смеси: азотной кислоты (плотность 1,43 г/м3) 60-70 мл/л, серной кислоты (плотность 1,84 г/см3) 2-4 мл/л, хромпика калиевого 4-6 г/л или фосфорной кислоты (плотность 1,6 г/см3) 30-40 мл/л, хромового ангидрида 15-25 г/л. Температура растворов не выше 27° C, выдержка 20-30 с. Образующийся после травления серый налёт (шлам) удаляется в растворе плавиковой кислоты 40-50 г/л.
Снятие литейных шлаков с поверхности деталей ведут в растворах следующего состава (г/л) и режима работы (таблица 17):
| Реагент | Количество, г/л | Доп. указания |
|---|---|---|
| Раствор 1: | В обоих случаях процесс проводят при температуре 18—30° С; продолжительность обработки 10—30 c, в зависимости от толщины слоя. Если после травления остаётся серый налёт, его удаляют в разбавленном растворе HF. | |
| Азотная кислота HNO3 | 90—110 | |
| Серная кислота H2SO4 | 4—6 | |
| Бихромат калия K2Cr2O7 | 5—7 | |
| Раствор 2: | ||
| Фосфорная кислота H3PO4 | 50—60 | |
| Хромовый ангидрид CrO3 | 12—25 | |
СНЯТИЕ ТРАВИЛЬНОГО ШЛАМА
Данная процедура разработана для дополнительной обработки поверхности изделий после процессов травления. Не секрет, что присутствие некоторых легирующих добавок, приводит к образования т.н. травильного шлама. Например, присутствие углерода в стали, приводит к образованию шлама при её травлении, и чем больше углерода, тем больше шламовые образования на поверхности. Состав шламовых отложений на поверхности углеродистой стали представляет смесь высокодисперсного железа и карбида железа или цементита — Fe3C, нерастворимого в серной и соляной кислотах. Шлам, образующийся на закаленной стали, в основном, состоит из цементита, для удаления которого, его предварительно окисляют смесью концентрированных серной и азотной кислот или в растворах, содержащих серную кислоту и хромовый ангидрид (таблицы 18 и 19). Другой металл, склонный к образованию травильного шлама — алюминий. В этом случае, причиной шламообразования являются примеси соединений кремния. Снимаются же они, непродолжительной обработкой изделий в растворах концентрированной азотной и плавиковой кислот.
| Основной металл | Состав раствора | Режим обработки | Дополнительные указания | ||
|---|---|---|---|---|---|
| Наименование компонентов | Количество, г/дм³ | Тем-ра, °С | Время, мин. | ||
| Сталь углеродистая | Состав 1: | 15…30 | До 5 с | — | |
| — кислота азотная конц. | 70…80 | ||||
| — кислота серная тех. | 80…100 | ||||
| Состав 2: | 50…30 | 1…3 | Обработку проводят электрохимически на аноде при плотности тока 5 -10 А/дм² (напряжение источника тока 12 В). Катоды — сталь. | ||
| — натр едкий тех., марки ТР | 50…100 | ||||
| Сталь средне-, низколегированная, углеродистая и коррозионностойкая, медь и её сплавы | Состав 3: | 15…30 | 5…10 | Для меди и её сплавов продолжительность обработки 2 -5 с. После обработки проводят осветление в соляной кислоте (плотность 1,19 г/см³) в течении 1 -3 мин. Допускается не применять хлористый натрий. | |
| — кислота серная тех. | 5…30 | ||||
| — ангидрид хромовый тех. | 70…120 | ||||
| — натрий хлористый | 3…5 | ||||
| Сталь коррозионностойкая | Состав 4: | 1…20 | — | ||
| — кислота азотная конц. | 350…450 | ||||
| — кислота фтористоводородная тех. | 4…5 | ||||
| Алюминий и его деформируемые сплавы | Состав 5: | 1…10 | |||
| — кислота азотная конц. | 300…400 | ||||
| Кремнистые литейные алюминиевые сплавы | Состав 6: | 15…35 | 0,2…1,0 | Допускается применять для алюминия и его деформируемых сплавов | |
| — кислота азотная конц. | 450…650 | ||||
| — кислота фтористоводородная тех. | 80…120 | ||||
Растворы №1 и 2 из технологической карты №18 (таблица 18) или нижеследующей таблицы 19, взятой из «Краткого справочника гальванотехника», применяют для осветления деталей из углеродистой стали (в растворе №2 снятие шлама производят под током, на аноде, при анодной плотности тока 5-10 А/дм2, таблица 19); раствор №3 — для снятия шламов с поверхности стальных легированных деталей (после удаления шламов следует произвести осветление в соляной кислоте плотностью 1,19 г/см3 в течении 1-3 мин.); раствор №4 — для снятия шлама с поверхности деталей из коррозионно-стойких сплавов; раствор №5 — для деталей из алюминия и его деформируемых сплавов; раствор; 6 — для деталей из литейных алюминиевых сплавов; раствор №7 — для сварных деталей с негерметизированным швом (таблица 19).
| Состав и режим | Номер раствора | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |||
| Состав, г/л: | |||||||||
| -кислота азотная | 70…80 | — | — | 350…450 | 300…400 | 740…760 | — | ||
| -кислота фтористоводородная | — | — | — | 4…5 | — | 100…120 | — | ||
| -кислота серная | 80…100 | — | 15…30 | — | — | — | 8…12 | ||
| -ангидрид хромовый | — | — | 70…120 | — | — | — | 90…110 | ||
| -натр едкий | — | 50…100 | — | — | — | — | — | ||
| -натрий хлористый | — | — | 3…5 | — | — | — | — | ||
| Температура, °C | 290…300 | 290…300 | 290…300 | 290…300 | 290…300 | 290…300 | 290…300 | ||
| Продолжительность, мин. | до 5 | 1…3 | 5…10 | 1…5 | 1…10 | 1…3 | 3…5 | ||
АКТИВИРОВАНИЕ
Операция производится непосредственно перед погружением деталей в гальваническую ванну с целью удаления тончайших окисных плёнок, которые образуются на поверхности металла в результате даже кратковременного хранения.
Активирование стальных деталей перед осаждением на них электролитических или химических покрытий проводится обработкой их в течение 0,3—1 мин в 5—10-процентном растворе H2SO4 или НСl. Для активирования меди могут использоваться такие же растворы, но лучшие результаты дает обработка в 5—7-процентном растворе KCN.
Как было указано выше, проведенные в последние годы исследования выявили большое влияние, которое оказывают условия травления и активирования на прочность сцепления покрытия с основой. Активирование стали 20 в 20-процентных растворах НСl, Н3РО4 или 3-процентной H2SO4 не позволяет получить достаточно прочного сцепления ее а медью, осажденной из пирофосфатного или этилендиаминового электролитов. Значительно лучшие результаты достигаются, если для активирования применять смесь, состоящую (объемные доли) из 40 HNO3, 40 Н3РО4, 20 H2SO4.
Особое внимание следует обратить на активирование хромоникелевых сталей, например 1Х18Н9Т, которые характеризуются высокой пассивностью. Перед серебрением из роданистожелезистосинеродистого электролита предложено проводить химическое активирование в течение 20—30 мин в смеси, состоящей из 100 г/л HNO3 и 30 г/л KHF2 с последующим катодным активированием в растворе, содержащем 80 г/л NiCl2 и 40 г/л НСl. Удовлетворительные результаты дает анодное активирование в 10—15-процентной H2SO4 при плотности тока 10—15 А/дм2 в течение 1—2 мин. Но анодная обработка в разбавленной кислоте увеличивает возможность перетравливания поверхности металла. Эта опасность устраняется, если активирование ведут на катоде. Для подготовки к осаждению покрытий па нержавеющую сталь и никелевые сплавы их можно обрабатывать в 15—20-процентной HCl в течение 1 — 2 мин при катодной плотности тока 1—2 А/дм2.
Представляет интерес процесс катодного активирования с одновременным осаждением на детали тонкого слоя металла. Хорошие результаты были получены при такой обработке деталей из углеродистой стали перед пирофосфатным меднением. Электролит содержал 250 г/л NiSO4⋅7H2O и 50 г/л H2SO4. Катодная плотность тока 8—10 А/дм2, продолжительность обработки 20—30 с.
Активирование следует проводить непосредственно перед осаждением на детали покрытий с промежуточной их промывкой в проточной воде. Промывка должна быть кратковременной, чтобы на металле не образовались окисные пленки.
По литературным данным, для обеспечения хорошего сцепления покрытия с основой не всегда следует удалять активированием с поверхности металла окисные пленки. При некоторых условиях на металле могут быть получены тонкие окисные слои определенной структуры и пористости, присутствие которых не только не ухудшает, но улучшает сцепление покрытия с основным металлом, снижает пористость осадков.
Одним из способов подготовки поверхности алюминия перед осаждением на него гальванических покрытий является оксидирование при определенных условиях в фосфорнокислом электролите. На практике широко используется анодная обработка перед хромированием. Стальные детали обрабатывают в хромовом электролите при плотности тока 15—20 А/дм2 в течение 0,5—2 мин, чугунные детали — при плотности тока 20—25 А/дм2 в течение 20—30 с.
Для анодной обработки стальных деталей перед осаждением на них покрытий предложено использовать электролит, содержащий 700—800 г/л H2SO4, или такой же раствор, к которому добавляют 20—30 г/л К2Сг2О7. Начальная анодная плотность тока составляет 10—15 А/дм2, но по мере формирования окисной пленки ток снижается, а напряжение возрастает до 10—12 В. Когда на аноде начинается бурное выделение кислорода, процесс можно считать законченным. При эксплуатации сернокислого электролита нельзя допускать разбавления его водой и попадания ионов хлора, так как это приведет к разрушению окисной пленки и травлению деталей.
Далее, в таблице 20, представлены составы растворов, применяемых в гальванотехнике для активации. Растворы №1-3 применяют перед нанесением различных покрытий на детали, изготовленные из углеродистой стали и медных сплавов, а также для медных и никелевых покрытий; раствор №4 — для стальных термообработанных деталей, пружин и тонкостенных деталей; раствор №5 — для цинковых сплавов, а раствор №6 — для цинковых и кадмиевых покрытий после обезводороживания перед нанесением хроматных плёнок (пассивирование); раствор №7 — для деталей из медных сплавов, а также покрытий медью, латунью, серебром перед нанесением покрытий серебром и золотом в цианистых электролитах; раствор №8 — перед палладированием или родированием серебряных покрытий; раствор №9 — перед палладированием или родированием никелевых покрытий.
После активации следует промывка в проточной холодной воде и загрузка в гальваническую ванну. Температура растворов активации 17-27° C, продолжительность процесса 5-15 с.
| Состав и режим | Номер раствора | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |||
| Состав, г/л: | |||||||||||
| -кислота серная | — | 50…100 | 25…50 | — | 30…80 | 5…15 | — | 50…100 | — | ||
| -кислота соляная | 50…100 | — | 25…50 | 50…100 | — | — | — | — | 300…350 | ||
| -калий цианистый | — | — | — | — | — | — | 30…50 | — | — | ||
| -уротропин | — | — | — | 40…50 | — | — | — | — | — | ||
| Продолжительность, с | 15…45 | 15…60 | 5…10 | 15…60 | 10…15 | 3…5 | 5…15 | 30…60 | 30…60 | ||
Ещё один интересный состав применяемый для активирования деталей из меди и её сплавов, перед осаждением на них покрытий имеет следующий состав (таблица 21):
| Реагент | Количество, г/л | Доп. указания |
|---|---|---|
| Раствор 1: | Температура электролита 18—25° C, продолжительность процесса 0,5—1,0 мин. | |
| Цианистый калий KCN | 30—40 | |
| Углекислый калий K2O3 | 20—30 | |
| Анодная плотность тока, А/дм2 | 3—5 | |
В настоящее время предварительная анодная обработка применяется в основном только при хромировании деталей. Однако это не исключает того, что в результате дальнейших исследований будут предложены такие составы электролитов и режимы работы, применение которых позволит шире использовать анодную обработку для улучшения качества гальванических покрытий.
| Основной металл или покрытия | Назначение варианта операции | Состав раствора | Режим обработки | Дополнительные указания | ||
|---|---|---|---|---|---|---|
| Наименование компонентов | Кол-во, г/дм³ | Тем-ра, °С | Время, секунд | |||
| Сталь углеродистая, низколегированная и коррозионно-стойкая, чугун, ковар, медь и её сплавы, никель и его сплавы, полированные никелевые и медные покрытия | Перед нанесением различных покрытий | Состав 1: | 15…30 | 15…45 | При активации высококремнистых сталей (при содержании кремния свыше 2%) добавляют до 100 г/дм³ фтористоводородной кислоты. Для меди и её сплавов допускается увеличивать продолжительность обработки. | |
| — кислота соляная синтетическая, тех. | 50…100 | |||||
| Состав 2: | 15…60 | Для меди и её сплавов допускается увеличивать продолжительность обработки. | ||||
| — кислота серная, тех. | 50…100 | |||||
| Состав 3: | 5…10 | Применяют для коррозионно-стойкой стали. Обработку никеля и никелевых покрытий не проводят. Для меди и её сплавов допускается увеличивать продолжительность обработки. | ||||
| — кислота серная, тех. | 25…50 | |||||
| — кислота соляная синтетическая, тех. | 25…50 | |||||
| Стали цементированные и рессорнопружинные | Состав 4: | 15…60 | Допускается применять для сталей всех марок. Раствор применяют через 24 часа после добавления уротропина. | |||
| — кислота соляная синтетическая, техническая | 50…100 | |||||
| — уротропин технический | 40…50 | |||||
| Цинковые сплавы | Состав 5: | 10…15 | — | |||
| — кислота серная тех. | 30…80 | |||||
| Цинковые и кадмиевые покрытия | После обезводороживания перед хроматированием | Состав 6: | 3…5 | |||
| — кислота серная тех. | 5…15 | |||||
| Медь и её сплавы, медные и латунные покрытия | Перед серебрением и золочением в цианистых электролитах | Состав 7: | 5…15 | |||
| — калий цианистый тех. | 30…50 | |||||
| Медь и её сплавы, медные покрытия | Перед меднением и никелированием из сернокислых электролитов | Состав 8: | 0,5…3,0 | |||
| — кислота серная тех. | 5…30 | |||||
| Серебро и его сплавы | Перед палладированием, родированием, золочением | Состав 9: | 30…60 | |||
| — кислота серная тех. | 50…100 | |||||
| Никель и никелевые покрытия | Перед палладированием, золочением, серебрением, родированием | Состав 10: | 15…30 | |||
| — кислота соляная синтетическая, тех. | 0,2 | |||||
| — кислота азотная конц. | 28…38 | |||||
| — кислота уксусная синтетическая и регенерированная, сорт 1 | 50…58 | |||||
| Состав 11: | 30…60 | |||||
| — кислота соляная синтетическая, тех. | 300…350 | |||||
| Титан и его сплавы | Перед нанесением никелевых покрытий химическим и электрохимическим способом | Состав 12: | 20…60 | До бурного выделения водорода | Обработку проводят после обезжиривания и травления в растворе 40%-ной серной кислоты при температуре 80° С в течении 30 мин или в 35%-ной соляной кислоте при температуре 50° С в течении 20 мин | |
| — никель двухлористый 6-водный | 100…220 | |||||
| — кислота соляная синтетическая, тех. | 100…150 | |||||
| — аммоний фтористый | 20…40 | |||||
| Примечание. Допускается увеличивать продолжительность обработки. | ||||||
КОНТУРНОЕ ТРАВЛЕНИЕ
Если на поверхность металла фотохимическим или другим способом нанесено изображение, на котором одни участки защищены химически стойким слоем, а другие оставлены незащищенными, то можно провести травление по этим незащищенным участкам на определенную глубину, получив рельефное изображение. Таким путем изготавливают рельефные шкалы, таблицы, фирменные знаки. Глубина травления определяется его продолжительностью, составом и температурой раствора. В таблице приведены некоторые составы растворов и режимы контурного травления черных и цветных металлов и сплавов. Процесс этот может быть осуществлен химическим или электрохимическим путем. В последнем случае обработку ведут на аноде, используя в качестве катода мало разрушаемые в данной среде материалы (таблица 23).
| Обрабатываемый металл | Компоненты раствора | Содержание, г/л | Температура раствора, °C | Анодная плотность тока, А/дм2 |
|---|---|---|---|---|
| химическое травление | ||||
| Сталь | — соляная кислота HCl | 45 | 20…40 | — |
| — серная кислота H2SO4 | 550 | |||
| Сталь | — хлорное железо FeCl3·6H2O | 70 | 20…40 | — |
| — азотная кислота HNO3 | 650 | |||
| — соляная кислота HCl | 300 | |||
| Медь | — хлорное железо FeCl3·6H2O | 75 | 20…30 | — |
| — соляная кислота HCl | 5 | |||
| Цинк | — соляная кислота HCl | 50…100 | 20…40 | — |
| Алюминий, сплавы АМг, АМц | — едкий натр NaOH | 100…200 | 70…80 | — |
| Сплавы магния МА8, МА2, МЛ5 | — серная кислота H2SO4 | 100…150 | 20…40 | — |
| — ингибитор ПБ-5 | 5…10 | |||
| Титан | — серная кислота H2SO4 | 100…150 | 20…40 | — |
| — плавиковая кислота HF | 80…160 | |||
| электрохимическое травление | ||||
| Сталь | — натрий хлористый NaCl | 200 | 20…40 | 5…10 |
| — хлорное железо FeCl3·6H2O | 75 | 18…25 | 15…20 | |
| Медь и латунь | — хромовый ангидрид CrO3 | 350 | 18…25 | 3…5 |
| — сернокислый аммоний (NH4)2SO4 | 10 | |||
| Латунь | — хлористый аммоний NH4Cl | 200 | ||
| — хлористый натрий NaCl | 150 | |||
| Алюминий и его сплавы АМг, АМц | — соляная кислота HCl | 150…200 | 18…25 | 5…10 |
| — хлористый аммоний NH4Cl | 200 | |||
| — хлористый кальций CaCl2·6H2O | 200 | |||
| Алюминий и его сплавы АМг, АМц | — фосфорная кислота H3PO4 | 500 | 18…25 | 10…20 |
| — хлористый натрий NaCl | 80 | |||
При химической обработке затруднительно обеспечить равномерность растворения металла на всех участках, нельзя регулировать скорость процесса. По мере накопления в растворе солей обрабатываемого металла, скорость травления уменьшается. Для повышения равномерности съема металла обрабатываемые детали следует перемещать в ванне. Целесообразно также перемешивать раствор, чтобы избежать скопления пузырьков газа и продуктов реакции у поверхности металла, что также способствует неравномерному съему металла и уменьшению скорости его растворения. Электрохимическое контурное травление позволяет регулировать скорость процесса.
Возможность получения травлением на металле контура большой глубины, вплоть до получения сквозных отверстий, была использована для создания процесса, получившего название химического или электрохимического фрезерования. В ряде случаев он позволяет заменить более трудоемкий процесс механического фрезерования, в особенности при обработке тонкостенных деталей.
Следует учитывать, что при большом съеме металла класс шероховатости поверхности может понизиться. При, травлении на значительную глубину наблюдается подтравливавие металла под изоляционной пленкой, что приводит к некоторому нарушению четкости рельефа. Глубина такого подтравливания может достигать трехкратной толщины растворенного слоя металла. Четкость рельефа связана не только с условиями осуществления травления, но и с качеством нанесенной на металл защитной пленки. Она должна быть устойчива в травильном растворе и иметь хорошую адгезию с металлом.
Для химического контурного травления алюминия и сплавов АМг, АМц с получением сквозных отверстий используют 10—20-процентный раствор NaOH при комнатной температуре. Скорость травления в нем металла понижается с увеличением концентрации алюминия до 60—70 г/л, после чего стабилизируется, так как накапливающийся алюминий выпадает в осадок в виде гидроокиси.
С целью защиты алюминия от действия щелочного раствора применяют композицию на основе клея 88 с минеральным наполнителем и растворителем. На 100 г клея берут 90 г каолина и растворители этнлацетат и бензин в соотношении 2:1. Растворители вводят в смесь до получения удобной для работы консистенции клея. Применение такого изоляционного покрытия позволяет получать весьма четкий контур при травлении на глубину до 15 мм — отношение глубины подтравливания металла под защитным слоем к глубине травления до 1,5 : 1. Аналогичные результаты достигаются при использовании некоторых эмалей и лаков.